
Stator core loss testing is an essential step in any quality electric motor rewind in Singapore. This process measures the power loss within the motor’s core, helping to identify hidden issues that can reduce efficiency, elevate operating temperatures, and shorten the motor’s lifespan. In this article, we’ll delve into the significance of core loss testing, the techniques used, and how it plays a vital role in ensuring your motors operate at peak performance—ultimately saving you both time and money.
What Is Core Loss?
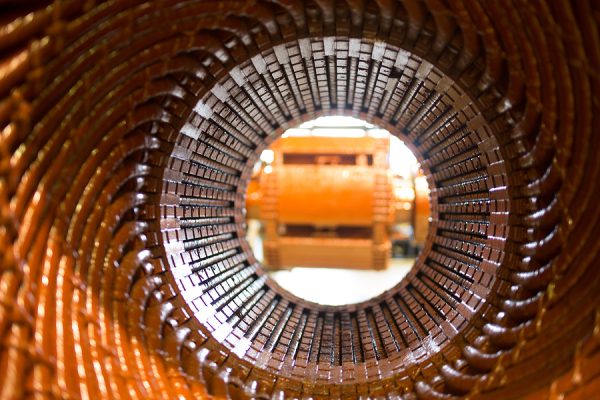
A robust motor stator core is the foundation of motor replacement or rewinding and is critical to long-term durability. When you examine the interior of a motor stator with the rotor removed, you’ll find that the stator core is composed of thin, laminated metal plates. These laminations are separated by a fine insulating layer designed to minimise electrical losses. Over time, however, friction, heat, and other stresses can degrade this insulation, leading to failure. These damaged areas result in a range of issues, the most notable of which is heat generation.
This excess heat often creates “hot spots,” which are localised areas of higher temperature caused by unintended current flow. These hot spots not only signal inefficiencies but also contribute to increased power losses in the stator.
Unchecked, hot spots can escalate to severe problems such as premature winding failure and motor breakdown. Attempting to rewind a motor with a compromised stator core is akin to building a house on unstable ground—no matter how good the rebuild, the weak foundation will lead to failure.
What Is Core Loss Testing?
Core loss testing is a diagnostic procedure that is virtually a requirement when rewinding a motor. It evaluates the efficiency and performance of the stator core by measuring the energy losses that occur during operation. These losses generally fall into two categories:
- Hysteresis losses: Energy losses caused by the continuous reversal of magnetic polarity within the steel core, driven by the alternating current waveform.
- Eddy current losses: Losses arising from circulating currents induced by magnetic fields within the motor. These currents flow perpendicular to the magnetic field and are proportional to the strength of the field and the cross-section of the steel laminations. To minimise eddy current losses, the thickness of the steel laminations is kept as thin as possible.
During this type of electric motor testing, a specific voltage is applied to the motor. The resulting current is then measured which allows for the calculation of core losses under various operating conditions. The testing identifies potential problems such as insulation breakdown, overheating, and structural defects within the stator core—all of which can degrade motor efficiency and reliability. By diagnosing and addressing these issues, core loss testing ensures a motor runs at optimal performance as well as prolongs its lifespan and reduces its energy consumption.
How to Do Core Loss Testing by the Books
When performing core loss testing, adherence to established standards is essential to ensure accuracy and reliability. Two commonly referenced standards are IEEE 432 and ANSI/EASA AR-100. It’s crucial to entrust motor repairs to professionals who strictly follow these or similar industry guidelines. Below are key best practices, derived from these standards and contributions by industry experts:
1. Allow sufficient time for testing
Core loss testing should be conducted long enough for the core to reach operating temperature. Hot spots, which indicate potential issues, typically develop within 10 minutes and become evident within 20 minutes, especially in the back iron.
2. Use thermal imaging
Thermal imaging cameras are indispensable for identifying hot spots. Any areas exceeding 10°C above the average core temperature must be addressed, regardless of the overall test results.
3. Compare findings against established standards
Test results need to be benchmarked against the EASA-provided database. Core loss values should range between 1 and 6 watts per pound, depending on the lamination grade and material.
4. Perform pre- and post-burnout testing
Core loss testing should be conducted both before and after the burnout process. The results must not only fall within acceptable ranges but also demonstrate that core loss has not increased by more than EASA’s standard of 20% maximum.
5. Ensure comprehensive record keeping
Test reports for both pre- and post-burnout tests should be digitized and stored with the job records and must include at a minimum:
- Nameplate and job data
- Core physical dimensions
- Test parameters
- Test results (core loss in watts per pound, flux density, power factor, reluctance, etc.)
Conclusion
According to studies, core loss is one of, if not the leading cause of energy waste in rewound motors. Moreover, it generally accounts for 25% or more of a motor’s efficiency. Therefore, core testing, with its ability to identify whether a motor can still be repaired or not, is more important than ever in making sure rewound motors maintain an optimal level of performance and efficiency.

Linkedin Profile ![]()